Our Process






In Partnership With
Founded in 1914, the business first produced threshing machines in Arentorp, Sweden. In the 1960s development of the first chain and flight conveyors began and in 1975 the company specialised in grain handling. Now a third-generation family business, Skandia Elevator has evolved into Europe’s leading and most technologically advanced manufacturers of grain handling equipment.
Skandia Elevator’s horizontal belt conveyor is available in capacities from 40 tonnes per hour to 150 tonnes per hour. The range features three belt widths 400mm, 500mm and 650mm and has a self-supporting length of 6m. The belt conveyor can be a cost-effective alternative to longer chain and flight conveyors, offering low power requirements, quiet operation and capability to maximise grain store capacity.
Design features include the generous belt tension adjustment, modular construction and Nord direct drive motor gearboxes set the Skandia Elevator belt conveyors apart. Skandia Elevator offer a complete range of grain handling equipment including belt conveyors, chain and flight conveyors, belt and bucket elevators and sweep conveyors. All machine capacities are designed to ensure seamless integration. A comprehensive range of ducting allows machines to be simply and effectively linked supporting quick and straightforward installations.
Key Features
- Fully galvanised construction for maximum durability
- Capacities from 40 – 150 tonnes per hour
- Large adjustment reduces belt maintenance
- Offer low power requirements for long routes
- Direct drive motor gearboxes minimise maintenance
- Precision manufacturing process ensures consistent quality
Why Belt Conveyors
Belt conveyors move combinable crops and other granular material quickly and safely in grain stores. Suited to long horizontal routes, the belt conveyors work automatically, reducing labour and telehandler requirements in the grain store, maximising productivity.
Why Skandia Elevator
Skandia Elevator’s precision engineered belt conveyors will maximise your return on investment. The range of options ensures you get the machine that best fits your business' unique requirements. Obsession with quality, innovative design and high-tech manufacturing delivers peace of mind.
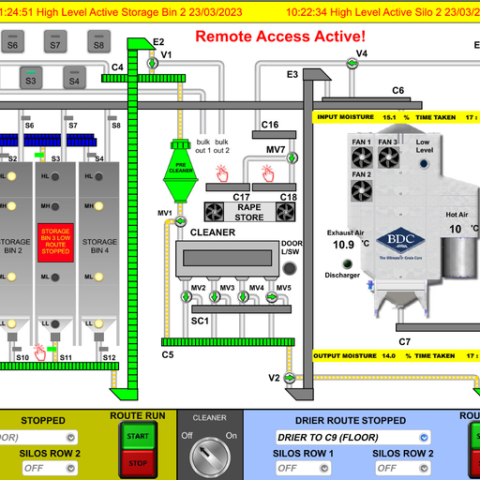
How it Works
Gallery